产地中国
材质济南青花岗石
加工定制是
硬度HS70以上
是否进口否
精度00级
大理石构件,构件装配注意事项
在装配过程中不论是铸铁件还是大理石构件石材或其他,当中有许多工作要点是共同遵守合同的。不能擅自装配。要保证石材机械产品的装配的质量,按照规定的各种石材机械产品装配技术要求去操作。不同的石材机械产品装配技术要求虽不尽相同。
1、做好零件的清理和清洗工作。清理工作包括去除残留的铸造型砂、铁锈、切屑等。特别是一些重要的零部件,例如大切机、内腔应涂防锈漆。零件上的油污、铁锈或附着的切屑可用柴油、煤油或汽油作为洗涤液进行清洗,然后用压缩空气吹干。
2、密封件应平行压入密封槽,不能扭曲变形,破损刮伤密封面。
3、轮的装配,要求两齿合轮轴心线在同一平面内,并且互相平行,应保证有正常的齿合间隙,同时轴向错位≤2.
4、联接的结合表面应检查是否平整,有无变形,否则应修整,去除毛刺,保证接合面接触紧密、平整、不歪斜。
5、相配表面在配合或连接前,一般都需加润滑剂。尤其是主轴箱部件中的轴承部位,升降机构的丝杆螺母部位。
6、相配零件的配合尺寸要准确,装配时对配合尺寸应进行复检或抽检。例如:主轴的轴颈与轴承配合部位,主轴箱与轴承配合的孔及其中心距。
7、皮带轮的装配要求是两皮带轮轴线平行,轮槽中心应以正,偏移过大会使皮带轮张力不均匀,造成皮带滑脱和加速磨损。同时三角皮带装配前应选配,长度应一致,防止传动中发生振动。
8、轴承装配之前应清洗,洗除防锈漆后才能装配;清洗时应注意检查滚道和滚动体有无锈蚀,转动是否灵活;轴承装配时应在配合件表面涂一层润滑油,装配时如发现压力相差太大,应停止装配进行检查;轴承装配时端应朝里,轴肩方向;套装轴承时加力的大些方向、位置应适当,不应使滚道这滚动体受力,应均匀对称敲打,不可猛击,保证端面与轴垂直,防止安装倾斜。
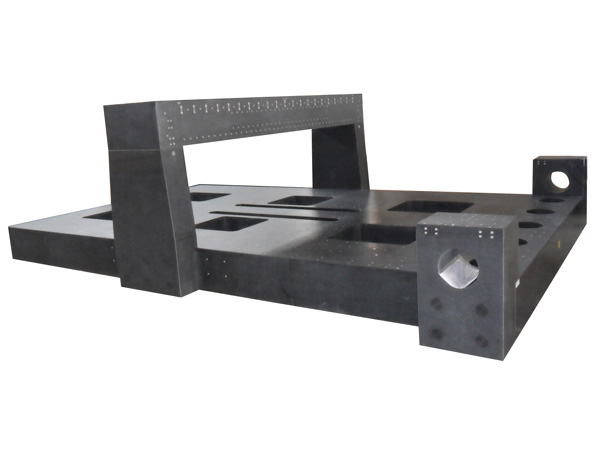
大理石构件作为自动化设备的基础配件(工作台),由于传统的自动化设备之前采用大部分是铸铁平台,而且在出场的过程中不会进行打表测量。目前随着市场上对自动化设备的精度要求越来越高,以往的生产方法就不适用目前的市场。大理石构件作为精装机械构件就会**自动化产业的新格局。

大理石构件物理特性:比重:2970~3070kg/㎡抗压强度:245~254N/m㎡强性磨量:1.27~1.47N/m㎡线膨胀系数:4.6×10~6℃吸水率:0.13%。肖氏强度:HS70以上。

精密加工和微细加工技术是机械制造业的重要发展方向,它们已经成为衡量一个国家高科技水平的重要标志。各项技术及*工业的发展都离不开精密加工和微细加工技术。当代精密工程、微细工程和纳米技术是现代制造技术的支柱。另外很多新技术机电产品包括微机电产品)都需要提高精度、减少尺度以提高整个机械制造业技术水平,使机械产品的质量、TodayHot性能和可靠性得到大幅度的提高。

大理石机械构件的技术要求。
1、000级和00级花岗石机械构件建议不设置搬运手柄。
2、大理石机械构件非工作面上的凹陷或掉角允许修补。
3、大理石机械构件应采用细晶粒、结构致密的辉长岩、辉绿岩、花岗石(黑云母应小于5%、弹性模量应大于0.6×10-4kg/cm2、吸水率应小于0.25%)等材料制造,其工作面硬度应大于70HS。
4、大理石机械构件工作面的表面粗糙度Ra的 大允许值为0.32~0.63um,侧面为10um。
5、大理石机械构件工作面的平面度公差见表1的规定。
6、大理石机械构件侧面对工作面的垂直度公差和花岗石机械构件两相邻侧面的垂直度公差均按GB/T1184中规定的12级。
7、对采用对角线法或网格法检验花岗石机械构件工作面平面度时,应检验气平面波动量,工作面的平面波动量见表2的规定。
8、大理石机械构件工作面中 央的集中载荷区域、施加的额定载荷和允许挠度值见表3的规定。
9、大理石机械构件工作面上不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈迹等缺 陷。
10、若0级和1级大理石机械构件面上设置螺纹孔(或沟槽),其部位应不**工作面。
-/gbajgje/-
供货质量承诺:
1.提供需求产品设计、制造,满足客户的个性化需要。
2.公司严格按着合同约定安排生产、发运,保证按着合约约定时间供货。
http://szhycnc.b2b168.com