产地中国大陆
材质济南青花岗石
加工定制是
硬度HS70以上
是否进口否
精度0级 00级
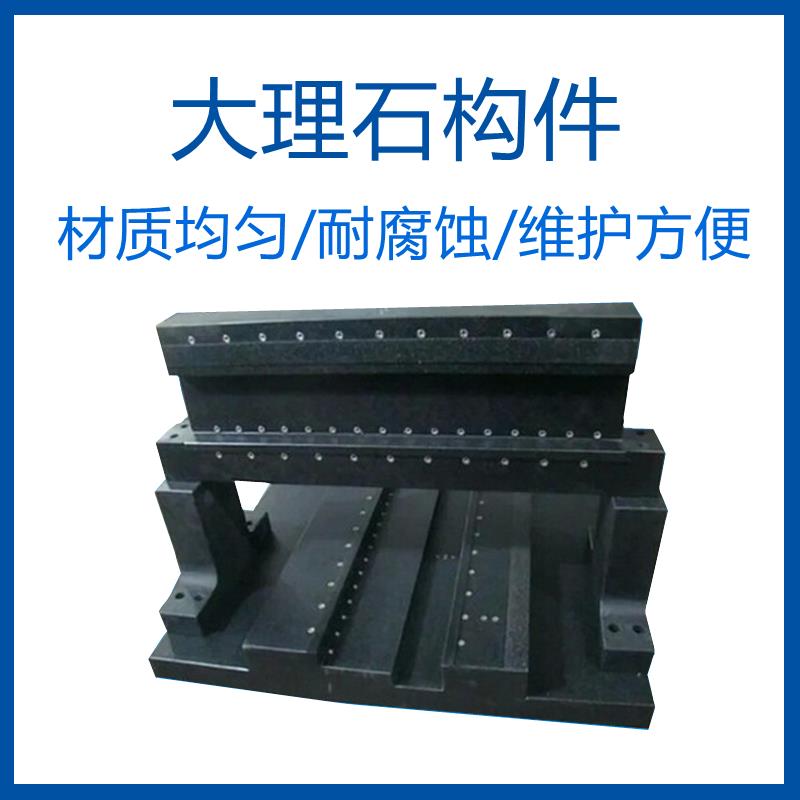
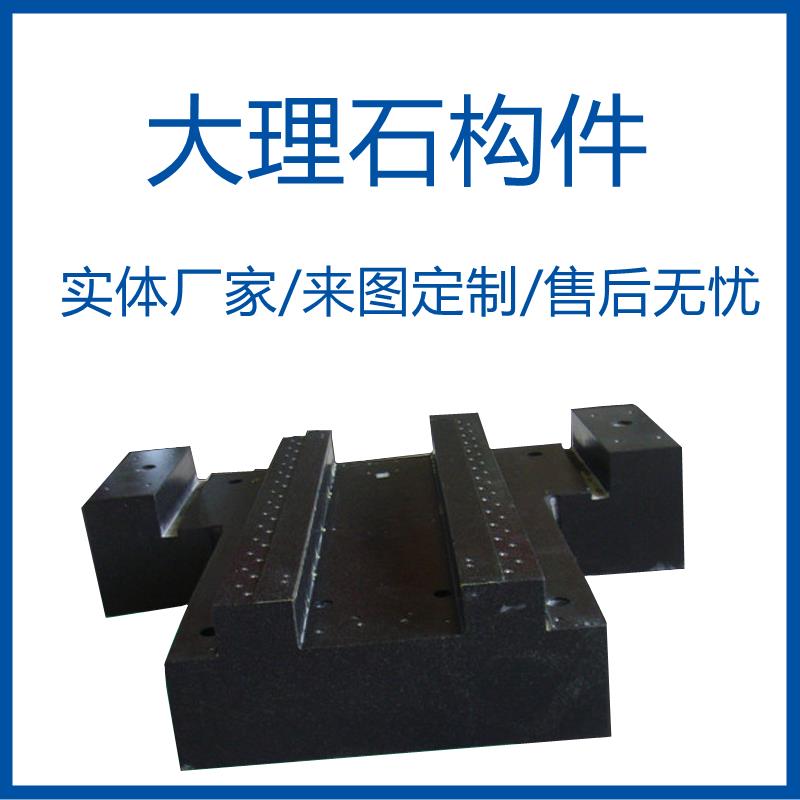
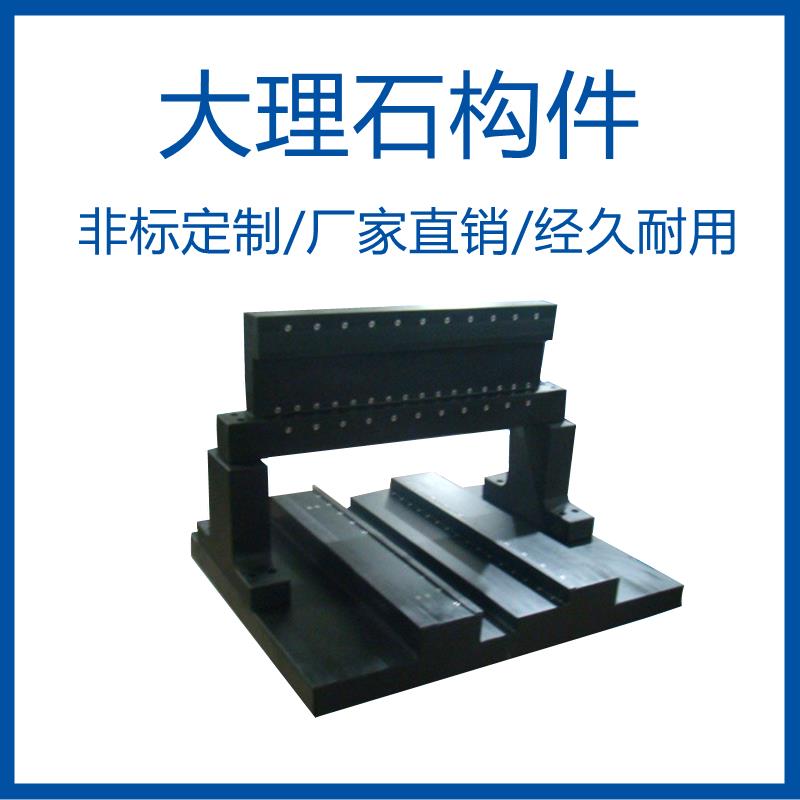
类型大理石构件
适用范围检测设备底座、高精度机械设备底座
重量询问客服(kg)
是否出口*货源否
大理石构件,构件装配注意事项
在装配过程中不论是铸铁件还是大理石构件石材或其他,当中有许多工作要点是共同遵守合同的。不能擅自装配。要保证石材机械产品的装配的质量,按照规定的各种石材机械产品装配技术要求去操作。不同的石材机械产品装配技术要求虽不尽相同。
1、做好零件的清理和清洗工作。清理工作包括去除残留的铸造型砂、铁锈、切屑等。特别是一些重要的零部件,例如大切机、内腔应涂防锈漆。零件上的油污、铁锈或附着的切屑可用柴油、煤油或汽油作为洗涤液进行清洗,然后用压缩空气吹干。
2、密封件应平行压入密封槽,不能扭曲变形,破损刮伤密封面。
3、轮的装配,要求两齿合轮轴心线在同一平面内,并且互相平行,应保证有正常的齿合间隙,同时轴向错位≤2.
4、联接的结合表面应检查是否平整,有无变形,否则应修整,去除毛刺,保证接合面接触紧密、平整、不歪斜。
5、相配表面在配合或连接前,一般都需加润滑剂。尤其是主轴箱部件中的轴承部位,升降机构的丝杆螺母部位。
6、相配零件的配合尺寸要准确,装配时对配合尺寸应进行复检或抽检。例如:主轴的轴颈与轴承配合部位,主轴箱与轴承配合的孔及其中心距。
7、皮带轮的装配要求是两皮带轮轴线平行,轮槽中心应以正,偏移过大会使皮带轮张力不均匀,造成皮带滑脱和加速磨损。同时三角皮带装配前应选配,长度应一致,防止传动中发生振动。
8、轴承装配之前应清洗,洗除防锈漆后才能装配;清洗时应注意检查滚道和滚动体有无锈蚀,转动是否灵活;轴承装配时应在配合件表面涂一层润滑油,装配时如发现压力相差太大,应停止装配进行检查;轴承装配时端应朝里,轴肩方向;套装轴承时加力的大些方向、位置应适当,不应使滚道这滚动体受力,应均匀对称敲打,不可猛击,保证端面与轴垂直,防止安装倾斜。
大理石平台的支撑:购买大理石平板平台时我们还要购买一些大理石平台的附件,比如:支撑大理石平板平台的支架、或千斤顶,是调平大理石平板平台的必须使用的附件。

大理石构件作为自动化设备的基础配件(工作台),由于传统的自动化设备之前采用大部分是铸铁平台,而且在出场的过程中不会进行打表测量。目前随着市场上对自动化设备的精度要求越来越高,以往的生产方法就不适用目前的市场。大理石构件作为精装机械构件就会**自动化产业的新格局。

精密加工和微细加工技术是机械制造业的重要发展方向,它们已经成为衡量一个国家高科技水平的重要标志。各项技术及*工业的发展都离不开精密加工和微细加工技术。当代精密工程、微细工程和纳米技术是现代制造技术的支柱。另外很多新技术机电产品包括微机电产品)都需要提高精度、减少尺度以提高整个机械制造业技术水平,使机械产品的质量、TodayHot性能和可靠性得到大幅度的提高。

大理石构件物理特性:比重:2970~3070kg/㎡抗压强度:245~254N/m㎡强性磨量:1.27~1.47N/m㎡线膨胀系数:4.6×10~6℃吸水率:0.13%。肖氏强度:HS70以上。
大理石构件维护方法
1、在机床上测量零件时,要等零件完全停稳后再进行测量,否则不但会过早 磨损量具的测量面从而失去精度,而且容易造成事故。
2、大理石平板工作面的集中载荷区域、施加的额定载荷和允许挠度值的规定。
3、若0级和1级平板面上设置螺纹孔(或沟槽),其部位应不**工作面。
4、测量前应把大理石量具的测量面和零件的被测量表面擦拭干净,避免有脏物存在而影响测量精度。
5、大理石量具在使用过程中,不要和其他工具,如锉刀、榔头、车刀和钻头等堆放在一起,以免碰伤量具.也不要把量具随便放在机床上,避免因机床振动而使量具掉下来受到损.尤其是游标卡尺等,应平放在盒子里,免使尺身变形而影响精度。
6、对采用对角线法或网格法检验平板工作面平面度时,应检验气平面波动量,工作面的平面波动量。
http://szhycnc.b2b168.com