产地中国大陆
材质济南青花岗石
加工定制是
硬度HS70以上
是否进口否
精度0级 00级
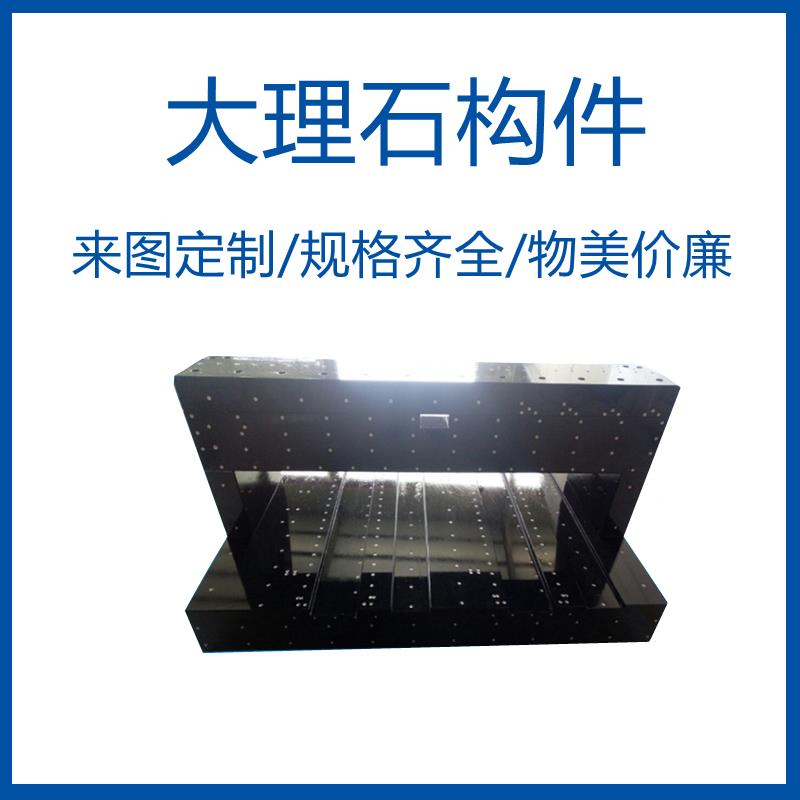
类型大理石构件
适用范围检测设备底座、高精度机械设备底座
重量询问客服(kg)
是否出口*货源否
大理石构件,构件装配注意事项
在装配过程中不论是铸铁件还是大理石构件石材或其他,当中有许多工作要点是共同遵守合同的。不能擅自装配。要保证石材机械产品的装配的质量,按照规定的各种石材机械产品装配技术要求去操作。不同的石材机械产品装配技术要求虽不尽相同。
1、做好零件的清理和清洗工作。清理工作包括去除残留的铸造型砂、铁锈、切屑等。特别是一些重要的零部件,例如大切机、内腔应涂防锈漆。零件上的油污、铁锈或附着的切屑可用柴油、煤油或汽油作为洗涤液进行清洗,然后用压缩空气吹干。
2、密封件应平行压入密封槽,不能扭曲变形,破损刮伤密封面。
3、轮的装配,要求两齿合轮轴心线在同一平面内,并且互相平行,应保证有正常的齿合间隙,同时轴向错位≤2.
4、联接的结合表面应检查是否平整,有无变形,否则应修整,去除毛刺,保证接合面接触紧密、平整、不歪斜。
5、相配表面在配合或连接前,一般都需加润滑剂。尤其是主轴箱部件中的轴承部位,升降机构的丝杆螺母部位。
6、相配零件的配合尺寸要准确,装配时对配合尺寸应进行复检或抽检。例如:主轴的轴颈与轴承配合部位,主轴箱与轴承配合的孔及其中心距。
7、皮带轮的装配要求是两皮带轮轴线平行,轮槽中心应以正,偏移过大会使皮带轮张力不均匀,造成皮带滑脱和加速磨损。同时三角皮带装配前应选配,长度应一致,防止传动中发生振动。
8、轴承装配之前应清洗,洗除防锈漆后才能装配;清洗时应注意检查滚道和滚动体有无锈蚀,转动是否灵活;轴承装配时应在配合件表面涂一层润滑油,装配时如发现压力相差太大,应停止装配进行检查;轴承装配时端应朝里,轴肩方向;套装轴承时加力的大些方向、位置应适当,不应使滚道这滚动体受力,应均匀对称敲打,不可猛击,保证端面与轴垂直,防止安装倾斜。
花岗岩机械构件、花岗岩构件、精密大理石机械构件、是在原有花岗岩平台的基础上根据客户图纸的实际需要打孔(镶嵌钢套)、开槽;研磨平行度、平面度、垂直度,整体的技术比普通花岗岩平台要求严格,生产制作工艺是机械加工和手工研磨而成且工艺复杂。花岗岩机械构件多用于机械内部床身,主要是方便机械导轨的安装,和长时间不受温差变形,抗震动小,在机械体实现静音。花岗岩/大理石构件在国外用的比较普片,国内开始尝试用于机械,例如,精雕机床身、雕铣机、PCB钻孔机、AOI检测机、玻璃切割机、LED固晶机、精密点胶机、激光蚀刻机、以及检测设备、二次元及三坐标等。

大理石机械构件的技术要求。
1、000级和00级花岗石机械构件建议不设置搬运手柄。
2、大理石机械构件非工作面上的凹陷或掉角允许修补。
3、大理石机械构件应采用细晶粒、结构致密的辉长岩、辉绿岩、花岗石(黑云母应小于5%、弹性模量应大于0.6×10-4kg/cm2、吸水率应小于0.25%)等材料制造,其工作面硬度应大于70HS。
4、大理石机械构件工作面的表面粗糙度Ra的 大允许值为0.32~0.63um,侧面为10um。
5、大理石机械构件工作面的平面度公差见表1的规定。
6、大理石机械构件侧面对工作面的垂直度公差和花岗石机械构件两相邻侧面的垂直度公差均按GB/T1184中规定的12级。
7、对采用对角线法或网格法检验花岗石机械构件工作面平面度时,应检验气平面波动量,工作面的平面波动量见表2的规定。
8、大理石机械构件工作面中 央的集中载荷区域、施加的额定载荷和允许挠度值见表3的规定。
9、大理石机械构件工作面上不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈迹等缺 陷。
10、若0级和1级大理石机械构件面上设置螺纹孔(或沟槽),其部位应不**工作面。
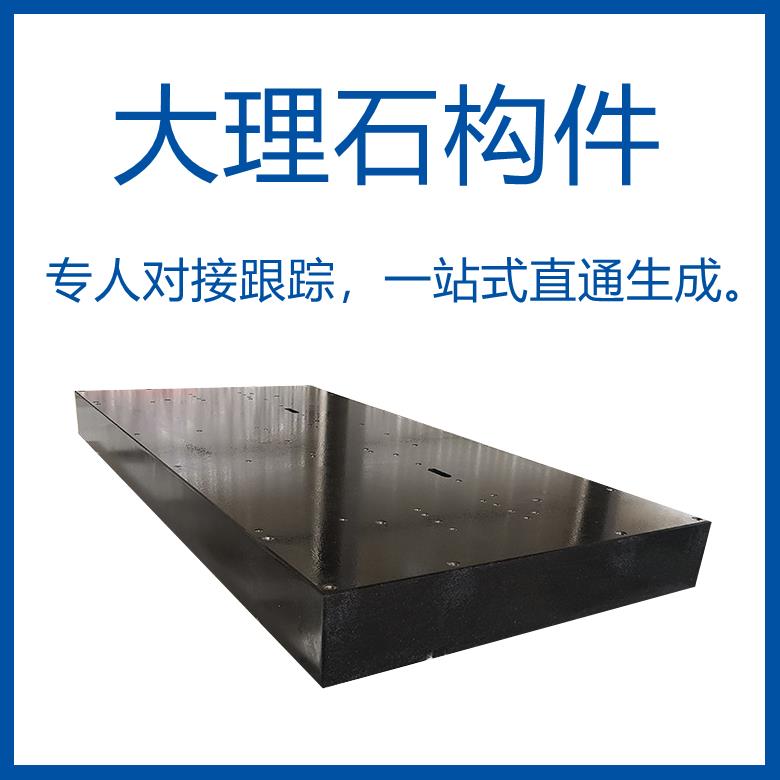
大理石构件作为自动化设备的基础配件(工作台),由于传统的自动化设备之前采用大部分是铸铁平台,而且在出场的过程中不会进行打表测量。目前随着市场上对自动化设备的精度要求越来越高,以往的生产方法就不适用目前的市场。大理石构件作为精装机械构件就会**自动化产业的新格局。

大理石平台的支撑:购买大理石平板平台时我们还要购买一些大理石平台的附件,比如:支撑大理石平板平台的支架、或千斤顶,是调平大理石平板平台的必须使用的附件。
大理石构件类从图纸设计到产品成型,我公司可立生产加工,与客户需求参数接轨,准确的参数设计为广大客户从根本上降低的产品的成本,节约资金。
http://szhycnc.b2b168.com