产地中国
省份广东省
类型齐全
精度0级 00级
是否进口否
是否跨境出口*货源否
工艺人工研磨
测量范围1~10000
加工定制是
材质普通大理石////国标济南青
重量询问客服(kg)
尺寸0-8000(mm)
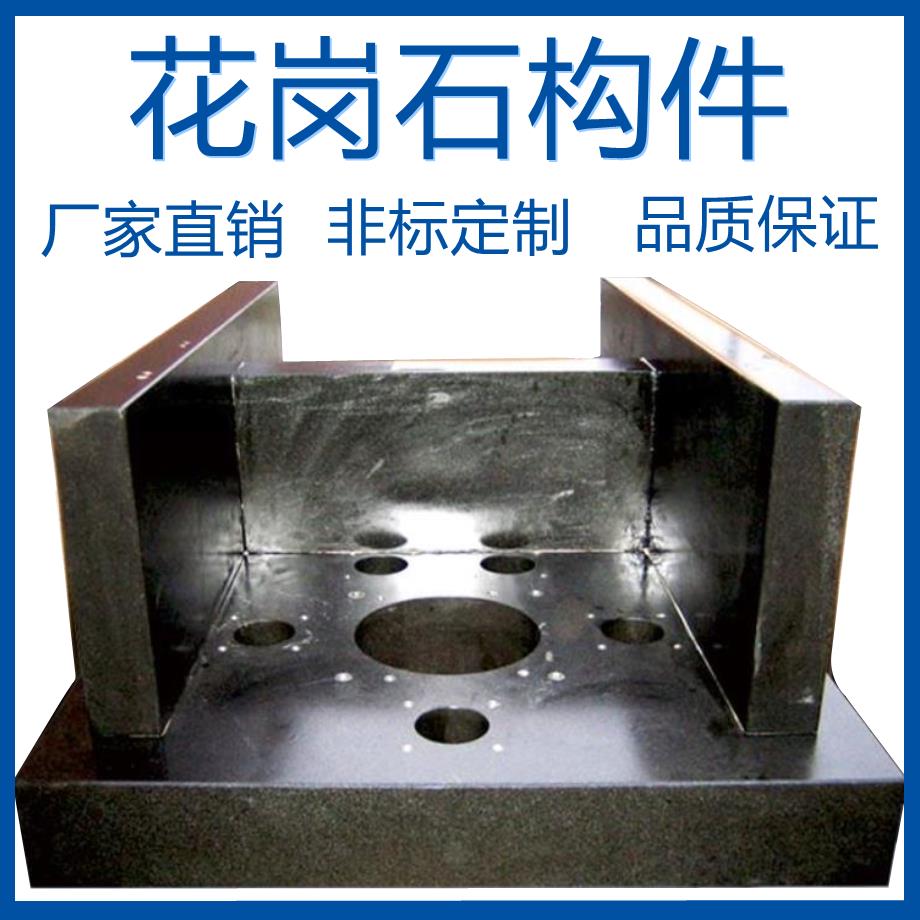
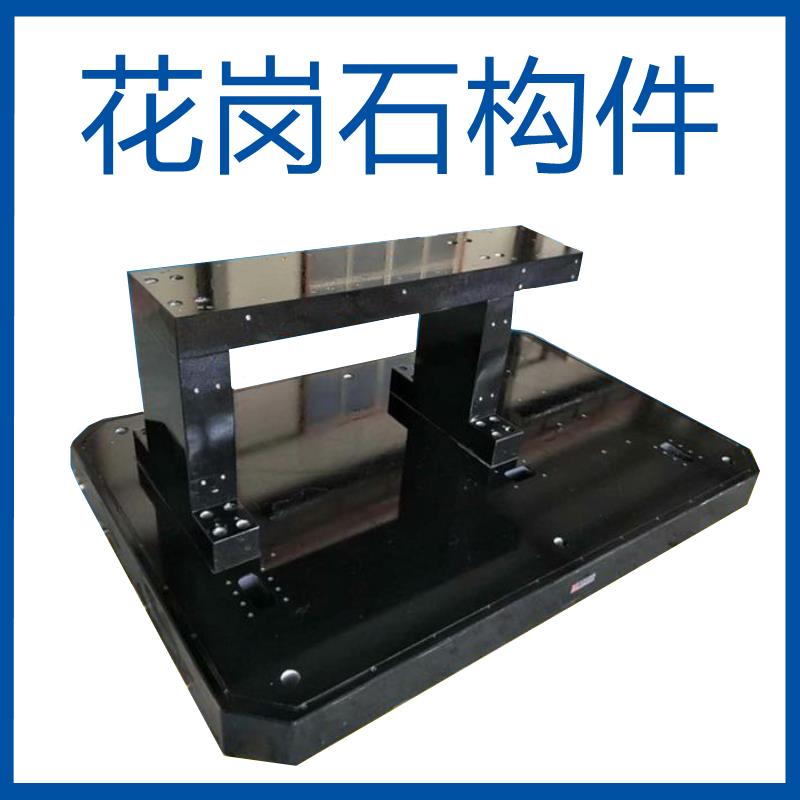
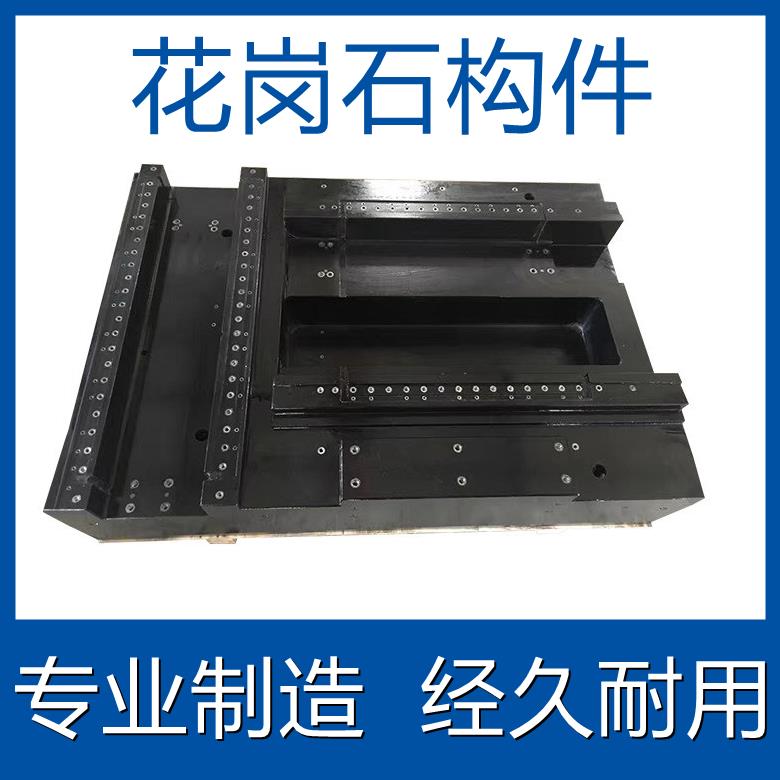
花岗石机械构件采用“经机械加工和手工精磨制成。花岗石构件显示黑色光泽、结构精密,质地均匀,稳定性好,强度大,硬度高,大理石构件能在重负荷及一般温底下保持高精度,并且具有不生锈,耐酸碱,耐磨性,不磁化、不变型等优点。
花岗石平台与构件制品的发展趋势
1.精密加工和微细加工技术是机械制造业的重要发展方向,它们已经成为衡量一个国家高科技水平的重要标志。各项技术及*工业的发展都离不开精密加工和微细加工技术。当代精密工程、微细工程和纳米技术是现代制造技术的支柱。另外很多新技术机电产品包括微机电产品)都需要提高精度、减少尺度以促进整个机械制造业技术水平的提高,使机械产品的质量、性能和可靠性得到大幅度的提高。
2.精密加工和微细加工技术是集机、电、光、计算机控制技术、新材料等多门学科的综合技术。在材料中,**花岗石由于其自身的特性而受到越来越多的重视。采用**花岗石等石材做精密机械的零部件,是精密测量仪器、精密机械发展的一个新方向。世界上许多工业发达国家如美国、德国、日本、瑞士、意大利、法国、俄罗斯等都广泛采用了花岗石作为量具或精密机械的构件。

花岗石精密平台与构件制品的发展趋势主要体现在以下几个方面:
1)平面度及尺寸加工的精度要求越来越高;
2)多品种、小批量、艺术化、个性化需求日益**;
3)需求的品种越来越多、规格尺寸需求越来越大;现在,有的工件长度要求已达到9000mm,宽度达到3500mm;
4)市场需求量越来越大;
5)交货期要求越来越短。
花岗石平台与构件制品不仅在国内需求量大,而且出口量也在逐年加大。资料表明,德国、意大利、法国、韩国、新加坡、美国等国家和我国闽台地区对花岗石平台与构件制品的采购总量逐年增加。

大理石机械构件平板使用应注意事项:
1、做好零件的清理和清洗工作。清理工作包括去除残留的铸造型砂、铁锈、切屑等。特别是一些重要的零部件,例如龙门大切机、内腔应涂防锈漆。零件上的油污、铁锈或附着的切屑可用柴油、煤油或汽油作为洗涤液进行清洗,然后用压缩空气吹干。
2、相配表面在配合或连接前,一般都需加润滑剂。尤其是主轴箱部件中的轴承部位,升降机构的丝杆螺母部位。
3、相配零件的配合尺寸要准确,装配时对配合尺寸应进行复检或抽检。例如:主轴的轴颈与轴承配合部位,主轴箱与轴承配合的孔及其中心距。
4、轮的装配,要求两齿合轮轴心线必须在同一平面内,并且互相平行,应保证有正常的齿合间隙,同时轴向错位≤2MM。
5、联接的结合表面应检查是否平整,有无变形,否则应修整,去除毛刺,保证接合面接触紧密、平整、不歪斜。
6、密封件应平行压入密封槽,不能扭曲变形,破损刮伤密封面。
7、皮带轮的装配要求是两皮带轮轴线必须平行,轮槽中心应以正,偏移过大会使皮带轮张力不均匀,造成皮带滑脱和加速磨损。同时三角皮带装配前应选配,长度应一致,防止传动中发生振动。
8、轴承装配之前应清洗,洗除防锈漆后才能装配;清洗时应注意检查滚道和滚动体有无锈蚀,转动是否灵活;轴承装配时应在配合件表面涂一层润滑油,装配时如发现压力相差太大,应停止装配进行检查;轴承装配时,无型号的一端应朝里,轴肩方向;套装轴承时加力的大些方向、位置应适当,不应使滚道这滚动体受力,应均匀对称敲打,不可猛击,保证端面与轴垂直,防止安装倾斜。

大理石机械构件平板的技术要求:
1.平板工作面上不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈迹等缺陷。
2.平板非工作面上的凹陷或掉角允许修补。
3.平板应用用细晶粒、结构致密的辉长岩、辉绿岩、花岗石(黑云母应小于5%、弹性模具应大于0.6*10-kg/cm、吸水率应小于0.25%)等材料制造,其工作面硬度应大于70HS.
4.平板工作面的表面粗糙度Ra的允许值为0.32~0.63um,侧面为10um。
5.平板工作面的平面 度公差见表2的规定。
6.对采用对角线法或网络法检验平板工作面平面度时,应检验其平面波动量。
7.平板侧面对工作面的垂直度公差和平板两相邻侧面的垂直度公差均按GB/T1184中规定的12级。
8.平板工作面的集中载荷区、施加的额定载荷和允许挠度值要符合规定。
9. 000级和00级平板建议不设置搬运手柄。
10. 若0级和1级平板工作面上设置螺纹孔(或沟槽),其部位应不**工作面。
产品质量承诺:
1、 产品的制造和检测均有质量记录和检测资料。
2、 对产品的检测,我们诚请用户亲临对产品进行全过程、待产品被确认合格后再装箱发货。
http://szhycnc.b2b168.com